

Retimbrarea transformatoarelor
In acest moment exista in exploatare foarte multe transformatoare electrice de putere fabricate inainte de 1990. Din dorinta de a economisi materialele deficitare in acea perioada a fost redus consumul de cupru si aluminiu ceea ce a dus la obtinerea unor transformatoare cu pierderi mari la mers in gol si scurtcircuit .
Aceste pierderi, mai ales pierderile la mers in gol (Po) sunt permanente si duc la cresterea cheltuielilor cu energia electrica ale societatilor ce exploateaza astfel transformatoare generand in acest mod pierderi inutile. De multe ori, aceste transformatoare sunt mai mari decat nevoile energetice ale societatilor comerciale, redimensionarea activitatii economice produsa in Romania ducand la scaderea necesarului de putere instalata al acestora.
In contextul alinierii preturilor la energie electrica la nivelul european, necesitatea reducerii consumului de energie electrica este vitala pentru mentinerea si cresterea competitivitatii agentilor economici din Romania.
Solutia aplicata in prezent pentru reducerea puterii instalate este schimbarea transformatorului existent cu un alt transformator mai mic.
Este cunoscut faptul ca transformatorul electric de putere este o masina electrica statica, fara piese in miscare. Acest lucru duce la posibilitatea exploatarii indelungate fara interventii asupra lui. Plecand de la aceasta premisa am elaborat un studiu prin care aratam cum se poate realiza scaderea pierderilor la mers in gol (Po) si a celor in infasurari (Psc) fara a fi nevoie de achizitionarea unui nou transformator. Astfel, transformatorului i se poate imbunatati randamentul, operatie ce o vom denumi in continuare RETRIMBARE. Aceasta inseamna rebobinarea transformatorului corespunzator unei puteri aparente mai mici, ceea ce va duce la scaderea pierderilor electrice ale transformatorului.
De asemenea transformatorul va putea fi supraincarcat in caz de necesitate pe o perioada mai mare decat unul de aceeasi putere, sistemul de racire fiind mai bun.
Pentru o mai usoara intelegere facem urmatoarele precizari :
- din transformatoare de 63 kVA se obtin transformatoare de 50 kVA;
- din transformatoare de 100 kVA se obtin transformatoare de 75 kVA;
- din transformatoare de 160 kVA se obtin transformatoare de 125 kVA;
- din transformatoare de 250 kVA se obtin transformatoare de 200 kVA;
- din transformatoare de 400 kVA se obtin transformatoare de 315 kVA;
- din transformatoare de 630 kVA se obtin transformatoare de 500 kVA;
- din transformatoare de 1000 kVA se obtin transformatoare de 800 kVA;
- din transformatoare de 1600 kVA se obtin transformatoare de 1200 kVA.
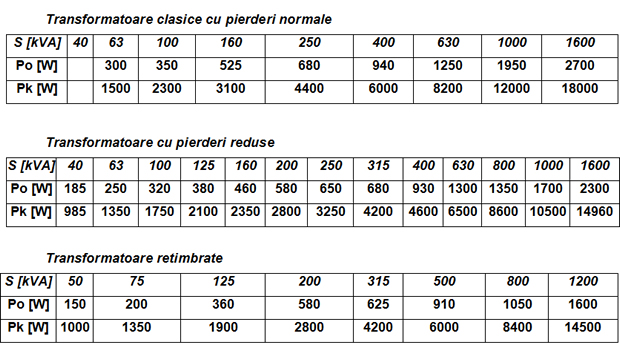
Se observa spre exemplu la un transformator clasic de 400 kVA faptul ca retimbrarea intr-un transformator de 315 kVA duce la obtinerea unor pierderi la mers in gol P0 mai mici decat la un transformator de 250 kVA ( 625 W fata de 650 W) , iar pierderile in infasurari Psc sunt la nivelul unui transformator cu pierderi reduse nou de aceeasi putere (4200 W).
Se pot efectua si alte schimbari de putere caz in care se poate ajunge la performante mai bune decat cele prezentate mai sus, si totodata se pot efectua si schimbari ale raportului de transformare in functie de necesitatile beneficiarului ( ex: din 6/0,4 kV in 20/0,4 kV).
Pentru realizarea acestei retimbrari se vor efectua urmatoarele operatii:
PROCESUL TEHNOLOGIC DE REPARATIE, consta in urmatoarele:
- intocmirea procesului verbal de constatare si a fisei de urmarire si identificare;
- demontarea partii active;
- demontarea accesoriilor de pe partea activa: treceri izolate de MT si JT, comutator de ploturi , conexiuni de MT si JT , conservator nivel de ulei , etc.;
- demontarea bobinelor de pe coloanele miezului magnetic;
- curatirea si inspectia tehnica pentru miez, pentru schelele de sustinere a miezului, a placilor si inelelor de presare , a tirantilor si a buloanelor etc. Toate acestea se eticheteaza in vederea identificarii si a unor eventuale inlocuiri in cazul in care nu corespund;
- curatirea , sablarea pana la luciu metalic , grunduirea si vopsirea constructiilor metalice ale transformatorului ( cuva , capac , conservator , schele de sustinere a miezului). Cuva se supune unei verificari de etanseitate in vederea eliminarii scurgerilor de ulei;
- executia de piese de completare, presare si a placutelor de sustinere a conexiunilor;
- executia bobinelor corespunzator noii puteri a transformatorului;
- montarea bobinelor pe coloanele miezului magnetic;
- executarea conexiunilor si montarea comutatorului de ploturi pe partea de MT;
- executarea conexiunilor pentru secundar ( JT );
- uscarea partii active care se face in instalatii speciale si in mediu de vid inaintat;
- incuvarea si umplerea cu ulei a transformatorului;
- montarea accesoriilor pe transformator ( treceri izolate , nivela ulei , etc.).
Incercari si masuratori conform SREN 60076/2003 ; PE 116/1994
- Verificarea raportului de transformare
- Verificarea grupei de conexiuni
- Determinarea rezistentei ohmice infasurarilor
- Masurarea rezistentei de izolatie a infasurarilor fata de masa si determinarea coeficientului de absorbtie
- Rigiditatea dielectrica a uleiului
- Incercarea de mers in gol - cu masurarea pierderilor de gol si a curentului de mers in gol
- Incercarea la scurtcircuit - cu determinarea pierderilor de sarcina si a tensiunii de scurtcircuit
- Incercarea cu tensiune aplicata - pentru verificarea izolatiei fata de masa a infasurarilor
- Incercarea cu tensiune indusa - pentru verificarea izolatiei dintre spirele infasurarilor
- Verificarea etanseitatii folosind presiune de azot;
- Finisarea si expedierea transformatorului
Documente de insotire la livrare
- Fisa securitate ulei
- Certificat calitate ulei
- Carte tehnica
- Declaratie de conformitate
- Raport de incercari
Termen de garantie: 30 luni de la livrare, dar nu mai mult de 24 luni de la data PIF.
Termen de executie: 30-45 zile in functie de complexitatea lucrarii.
Durata de viata a transformatorului obtinut: 30 ani





Oferta Transformatoare
-
 Transformator 25 kVA
Transformator 40 kVA
Transformator 63 kVA
Transformator 100 kVA
Transformator 160 kVA
Transformator 250 kVA
Transformator 400 kVA
Transformator 630 kVA
Transformator 800 kVA
Transformator 1000 kVA
Transformator 1250 kVA
Transformator 1600 kVA
Transformator 2000 kVA
Transformator 2500 kVA
Transformator 4000 kVA ; 4 MVA
Transformator 6300 kVA; 6,3 MVA
Transformator 10000 kVA; 10 MVA
Transformator 25 kVA
Transformator 40 kVA
Transformator 63 kVA
Transformator 100 kVA
Transformator 160 kVA
Transformator 250 kVA
Transformator 400 kVA
Transformator 630 kVA
Transformator 800 kVA
Transformator 1000 kVA
Transformator 1250 kVA
Transformator 1600 kVA
Transformator 2000 kVA
Transformator 2500 kVA
Transformator 4000 kVA ; 4 MVA
Transformator 6300 kVA; 6,3 MVA
Transformator 10000 kVA; 10 MVA